
EVO20 TIG 200P AC/DC PFC (E2S22) - Aparat de sudura TIG AC/DC INDUSTRIAL Jasic WeldLand Equipment







Treceti mouse-ul peste poza pentru marire
Descriere EVO20 TIG 200P AC/DC PFC (E2S22)
EVO20
New Standard of UX in Welding
„Noul standard al experientei utilizatorului in sudura” se refera la imbunatatirea si inovarea experientei utilizatorilor in domeniul echipamentelor si tehnologiilor de sudura. Aceasta ar putea insemna dezvoltarea de produse de sudura mai intuitive, mai usor de utilizat, cu interfete mai clare, tehnologii avansate pentru siguranta si performanta, sau imbunatatiri in ergonomie si confortul operatorilor. Practic, acest termen sugereaza o schimbare in modul in care sunt gândite echipamentele si procesele de sudura pentru a oferi o experienta mai buna si mai eficienta pentru utilizatori.
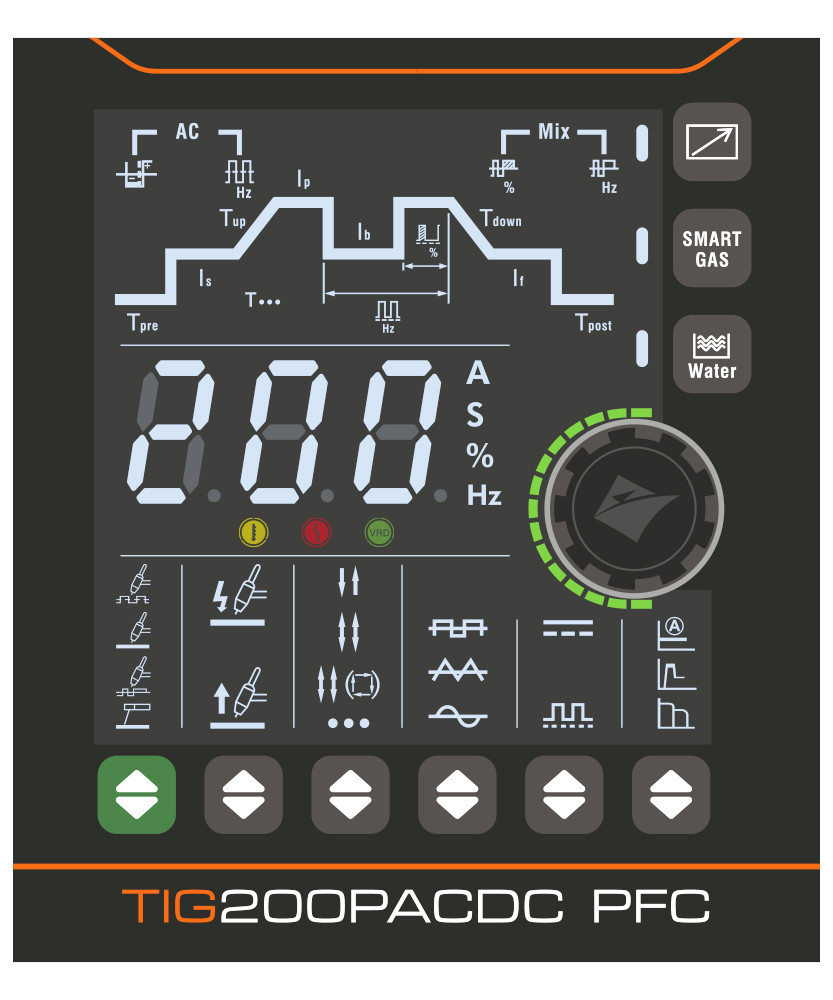
Caracteristicile aparatului de sudura invertor LCD Jasic EVO20 TIG 200P AC/DC PFC (E2S22)
• Aspect solid, robust si industrial cu design ergonomic
• Monitor LCD
• Tehnologia ClearVision
• Tehnologia PFC
• POATE FI UTILIZAT PE GENERATOR
• Smart Lift TIG
• Tehnologie de stabilizare HF (ofera oscilatie HF stabila indiferent de stabilitatea tensiunii de intrare)
• Functia de aprindere cu arc HF (previne deteriorarea tungstenului)
• Frecventa pulsului reglabil 0.5 – 200 Hz.
• Mod 2T / 4T + optiune de reglare a timpului de sudare in puncte
• Optiune pentru a seta curentul de pornire si de sfarsit
• Pre- si post-debit reglabil de gaz
• Setarea actuala a timpului in sus si in jos
• Forme de unda de frecventa multiple (patrat, triunghi, sinusoid) pot fi selectate in modurile TIG AC si MIX TIG
• HOT START face aprinderea arcului mai usoara, mai putini stropi
• ANTI-LIPIREA si ARC FORCE ofera o experienta excelenta in timpul sudarii
• Functie VRD (reduce tensiunea la un nivel de siguranta in modul MMA)
• Resetare rapida din fabrica
• ABAP: Active Balancing Air Passage
• Optiune de conectare la unitatea de racire cu apa
• Protectia componentelor electronice cheie de performanta
• Protectie impotriva supracurentului si supraincalzirii
Functiile „HOT START”, „ANTI-stick” si „ARC FORCE” in modul de sudare DC MMA asigura un arc neted si stabil, permitand sudarea usoara.
Functia ARC FORCE - Controlul puterii arcului:
Cu ajutorul duritatii arcului reglabil, caracteristicile arcului pot fi pastrate si corectate in timpul sudarii. Aparatul reactioneaza automat la modificarea distantei dintre electrod si piesa de prelucrat prin cresterea sau scaderea curentului.
Acest lucru evita topirea excesiva si lipirea electrodului.
HOT START – Aprindere cu arc cu curent mai mare:
O functie care ajuta la aprinderea mai usor a arcului de sudura. In timpul aprinderii arcului, curentul este mai mare decat curentul de sudare setat.
Datorita modulelor de putere IGBT, dimensiunea si greutatea dispozitivului sunt reduse, facand aparatul de sudura portabil.
Butonul combinat care poate fi apasat timp de 3 secunde poate activa si dezactiva functiile VRD / ANTI-STICK.
Tehnologia PFC (Power Factor Correction): Datorita modului de functionare al surselor de alimentare, reteaua de alimentare este incarcata intermitent de o sursa de alimentare, dar atunci cand este incarcata, foloseste un curent mult mai mare decat am calcula nominal.
Aceasta inseamna ca reteaua de alimentare este expusa la o sarcina mai mare in fiecare sectiune, adica:
• sigurantele trebuie sa fie dimensionate mai mari datorita curentului mai mare (~2,5x)
• se produce o cantitate mai mare de caldura pe liniile de intrare, adica pierderea creste (~6x)
Cand utilizati surse de alimentare PFC
• sarcina retelei devine mai uniforma, problema periodica a supracurentului dispare,
• pierderile in retea sunt reduse,
• o astfel de sursa de alimentare uniformizeaza varfurile de curent de intrare catre partea de comutare, ceea ce surselor de alimentare nu le plac.
•Pe scurt, aceasta tehnica reduce in esenta poluarea cu energie, adica interferenta retelei de iesire si puterea reactiva.
Jasic EVO20 TIG 200P AC/DC PFC (E2S22) Moduri de sudura invertor LCD
• MMA – Sudare cu electrod acoperit in modul de setare manuala
• Sudare TIG DC – AWI in curent continuu cu aprindere cu arc HF
• TIG DC Pulse – Sudare in impuls de curent continuu AWI cu aprindere cu arc HF
• TIG DC – Sudare in curent continuu AWI cu aprindere arc Lift Arc
• Sudare TIG AC – AWI in curent continuu cu aprindere cu arc HF
• TIG AC Pulse – sudare cu impuls de curent continuu AWI cu aprindere cu arc HF
• Sudare TIG AC – AWI cu curent continuu cu aprindere arc Lift Arc
• TIG MIX – Sudare AWI in curent continuu si alternativ
• TIG SPOT – Mod de sudare in puncte AWI
Jasic EVO20 TIG 200P AC/DC PFC (E2S22)
Tipuri de baghete/electrozi care pot fi sudate:
In modul TIG
• SG2
• 308LSi
• 309LSi
• 316LSi
• AlSi5
• ALMg5
• Titaniu
• etc.
In modul MMA
• Rutilici
• Bazici
• Inox (inoxidabil, rezistent la acid)
• Celulozici
• Fonta
Tensiunea nominala de intrare: 95 – 265V 50/60Hz
Puterea nominala de intrare: 4.7 kVA
Se recomanda siguranta de retea: 10 A
Securitate maxima in retea: 25 A
Gama de curent reglat - MMA: 10 – 160 A
Gama de curent reglat - TIG DC: 5 – 200 A
Gama de curent reglat - TIG AC: 20 – 200 A
Hot Start: 0 – 80 A
Ciclu de functionare 40℃ - 25%: 200 A
Ciclu de functionare 40℃ - 60%: 129 A
Ciclu de functionare 40℃ - 100%: 100 A
Tensiune in gol: 65 V
Gama de curent reglat: 20 – 200 A
Curentul de baza: 5 – 200 A
Curent de varf: 20 – 200 A
Timp de sudare in puncte: 0.1 – 10 sec.
Timpul actual de crestere: 0 – 10 sec.
Timpul de rulare curent: 0 – 10 sec.
Timp de preflux al gazului: 0 pâna la 3 sec.
Timp de postgaz al gazului: 0 – 15 sec.
Frecventa de iesire -AC: 20 – 250 Hz
Frecventa pulsului - DC: 0.5 - 200 Hz
Frecventa pulsului - DC: 0.5 - 200 Hz
Frecventa pulsului - AC: 0.5 - 25 Hz
Factorul de umplere a pulsului: 10 - 90%
Echilibrul AC: 20 - 60%
Eficienta: 80%
Factor de putere: 0.75 cosφ
Metoda de aprindere a arcului: Lift TIG, HF
Control: 2T, 4T, sudare prin puncte, pedala, telecomanda fara fir
Diametrul electrodului sudabil: 1.6 mm, 2.0 mm, 2.5 mm, 3.2 mm
Grad de protectie: IP 23S
Clasa de izolare: H
Greutate (neta): 12 kg
Dimensiune (net): 490 x 165 x 341 mm
Pentru domeniul de sudura am pregatit pentru dumneavoastra colectia de produse WeldLand Equipment care acopera o gama completa de invertoare de sudura si taiere din toate procedeele: MMA TIG DC TIG AC-DC MIG-MAG si taiere cu Plasma. Tot in aceasta categorie de produse se regasesc si o multime de accesorii si instrumente necesare in procesul de sudura sau taiere cu plasma. Taierea cu plasma este in prezent unul dintre cele mai folosite procedee de taiere atunci cand vine vorba de realizarea de lucrari care presupun taierea de materiale metalice. Dupa cum se stie exista trei stari de agregare a materiei: solida lichida si gazoasa. Insa exista si a patra stare de agregare si aceea este plasma. Plasma sau jetul de plasma realizat de echipamentele de taiere se obtine prin constrangerea unui arc electric facut intre un electrod si o duza de cupru acesta fiind impins printr-un orificiu de dimensiuni cuprinse intre 0.5-1.5mm cu ajutorul aerului comprimat de la compresor sau a unor gaze tehnice azot argon hidrogen heliu numite si gaze plasmagene.
Procedeul de sudare MIG-MAG este o varianta imbunatatita a procedeul de sudare manuala cu electrod invelit SMEI. Sudarea MIG-MAG este un procedeu de sudare cu arc electric in mediu de gaz protector cu electrod fuzibil. Gazul protector are functia de a proteja baia de metal topit de actiunile nedorite ale oxigenului si azotului din atmosfera. Prcedeul de sudare MIG-MAG este unul dintre cele mai cunoscute procedee de sudare procedeul avand si cea mai mare rata de utilizare acesta fiind folosit in mai multe domenii. Sudarea manuala cu electrozi inveliti MMA este cel mai folosit procedeu de sudare cand vine vorba de lucrul pe santier deoarece nu necesita costuri foarte mari in achizitionarea de aparate de sudura. In ziua de azi cele mai folosite aparate de sudare sunt de tehnologie invertor. Aceste aparate sunt foarte usor de utilizat ne fiind necesara o instuire si pregatire suplimentarea in cea ce priveste tehnica de sudare si modul de folosire. De asemenea Procedeul WIG-TIG este adesea folosit pentru sudarea otelurilor inoxidabile si a materialelor usoare precum aluminiu magneziu etc. Procedeul este mai complex si dificil de manevrat si mai lent comparativ cu alte procedee de sudare insa imbinarea sudata rezultata este mai rezistenta si de o mai buna calitate.








Specificatii EVO20 TIG 200P AC/DC PFC (E2S22)
Recenzii Produse EVO20 TIG 200P AC/DC PFC (E2S22)
sa aleaga cel mai bun produs Adauga o recenzie

